BarChip Fibre Reinforced Concrete Track Slab
Pumped a World Record 2 km
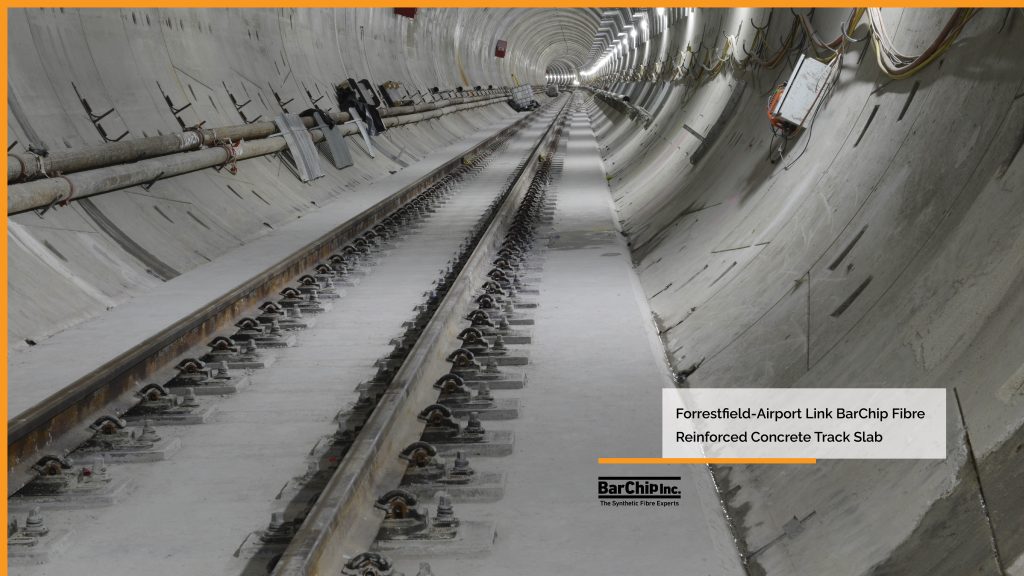
A first of its kind in Western Australia, the 120-year design life BarChip fibre reinforced concrete track slab in the AUD 1.86 billion Forrestfield-Airport Link metro tunnel is a world class example of concrete mix design, concrete pumping and stake holder collaboration, with the team behind it winning the 2023 Concrete Institute of Australia’s State Infrastructure Project Award for Excellence.
What Does BarChip Fibre Reinforced Concrete Pumped 2 km Look Like? Answer – Pretty Good!
The design specified a concrete track slab with top-down construction methodology consisting of an unreinforced invert section above which rails are fixed to precast sleepers and set at correct levels. The sleepers are then encapsulated in a concrete track slab to support them in a permanent position. This approach has become common in metro tunnels with the key requirement of the track slab to absorb loads and resist cracking from early age and shrinkage effects.

Elevated Track Ready For Encapsulation from BarChip Fibre Reinforced Concrete Track Slab
The original track slab design called for a continuously reinforced rigid concrete slab using steel reinforcing bar, steel fibre or both. However, due to the time required to install steel bar between the elevated sleepers and invert section and the difficulty of achieving correct encapsulation during concrete placement, steel bar was eliminated as a viable option on the project. Additionally, concerns of line pressures pumping steel fibre over long distances saw the design amended to allow for the use of macro synthetic fibre concrete reinforcement.
An initial placement and pumping trial of 300 m was undertaken with plain concrete, steel fibre and BarChip fibre. Plain concrete and BarChip macro synthetic fibre were pumped without incident, however, the steel fibre mix had several blockages resulting in BarChip being selected for the project. An inspection of the placed slabs after 1 year showed shrinkage cracks to various extent in the plain and steel fibre reinforced slabs and no cracking in the BarChip reinforced slab, further supported the decision to specify BarChip fibre.

Pumping concrete nearly 2 km requires significant collaboration between the contractor, pump operator and concrete supplier to ensure the concrete can not only be pumped that far, but that it still has suitable workability and finishability when it arrives. Justin Rapp, Senior Project Engineer from Martinus Rail explains:
“There’s a fine balance between consistency and workability. Having the ability to pump the concrete up to two 2km but then being able to work that concrete and place the concrete, especially when you have super elevated track within the tunnel and having concrete wanting to run to the low side of the tunnel.”
Indeed, the largest cant of the rails was 100 mm, resulting in an equivalent 300 mm height between the low side and high side of the track slab. Keeping the concrete in place on such a slope required a significant effort in mix design. Sarvesh Mali, Boral Technical Manager:
“It had a lot of slopes and cants and maintaining that level and that workability in the tunnel was the biggest challenge while designing this concrete.”
The final concrete mix was determined after 14 mixing trials and multiple pumping trials, including an 800 m and 1500 m surface pump trial. The final concrete was a 32 MPa Envisia mix from Boral using 14 mm aggregate, with 390 kg cementitious materials, W/C ration 0.49, water reducers, super plasticizers and variable retarders and accelerators depending on the weather conditions. The target slump was 200 ± 40, however, on-site learning showed an ideal slump was 180 to 200. The mix also included the Zep technology system to soften the concrete and lower pumping pressures. Chris Rakich, Managing Director of Meales Concrete Pumping:
“Before the project started we did two trials, one was with Envisia and one without. We found the one with Envisia decreased our concrete line pressure by 15%, so Envisia was definitely the right choice.”
Shrinkage testing of the final mix gave results of 300 micro strain, a 45 % improvement of the 540 micro strain specified for the project. Prior to pumping the lines were slicked with 1m3 of slurry for every 500 m of line, followed by the track slab mix. The fibre reinforced concrete was pumped through 125 mm high pressure pipe mounted to the tunnel wall, reducing to a low pressure line for placement. The highest pumping pressure realized during the project was 220 hydraulic (190 concrete bar).
Significant quality control measures were put in place from trials to the end of the project, including slump testing every load, compressive cylinder testing at selected intervals, shrinkage tests and washout tests for fibre counts. No concrete was allowed into the line until approved.
Environmentally Conscious Construction
A conscious effort was made by all stakeholders to reduce the carbon footprint of the construction and reduce waste. BarChip is EPD certified and on this project accounted for only 9.5 kg of carbon per m3 of track slab, significantly less than steel alternatives. An example of the carbon benefit achieved with BarChip fibre can be seen on the Parramatta Light Rail, where 101 tonnes of BarChip replaced over 2,426 tonnes of steel bar for a carbon saving of over 4,800 tonnes of CO2e.
Also EPD certified, the Envisia concrete mix from Boral uses 50% GGBS in place of traditional cement for an overall carbon reduction of 40%.
Processes were also put in place during construction, such as the collection and recycling of water used each day for pipe slicking and cleaning.
For a detailed review of Forrestfield-Airport Link track slab, download the Concrete Institute of Australia’s 2021 Conference paper: World’s Longest Pumping Distance Of Macro Synthetic Fibre Reinforced Concrete… (click to open).
The Forrestfield-Airport Link Track Slab is a world class example of state of the art infrastructure construction. It was a pleasure to work with all parties on the project.
