Fibre Reinforced Precast Segmental Tunnel Lining – Santoña-Laredo Water Tunnel
The Santoña-Laredo Water Tunnel in northern Spain demonstrates how macro synthetic fibre reinforcement can transform precast segment manufacturing. Replacing conventional rebar cages with BarChip48 simplified production, accelerated manufacturing and significantly reduced steel consumption. The result was faster production, lower segment costs and substantial sustainability benefits.
Project Information
Contractor: JV Acciona Infraestructuras – Ascan Empresa Constructora y de Gestión
Designer: Ingemey Consultores
Owner: Confederación Hidrográfica del Norte
Application: Precast Segmental Tunnel Lining
Length: 1.5 km
Segment Thickness: 250 mm
Segment Configuration: 5+1 Universal Ring
Reinforcement: 5 kg/m³ BarChip 48 + local bursting reinforcement
Project Outcomes
Replacing the conventional reinforcement cage with an optimised hybrid reinforcement solution delivered measurable improvements in manufacturing efficiency, project cost and sustainability.
- Removed more than 80% of the steel reinforcement
- Nearly 50% faster production cycles
- Approximately 40% lower precast segment cost
- 76% lower embodied carbon

Santoña-Laredo General Interceptor
The Santoña-Laredo Subfluvial Water Tunnel forms part of a major wastewater infrastructure project in northern Spain, designed to collect wastewater from surrounding municipalities and transport it to central treatment facilities. Constructed beneath environmentally sensitive marshlands, the tunnel provides critical infrastructure while minimising environmental impact on the surrounding ecosystem.
The 1.5 km tunnel was constructed using a 4.3 metre Earth Pressure Balance (EPB) tunnel boring machine with a precast segmental lining comprising universal rings in a 5 + 1 configuration. Each ring was manufactured from 45 MPa steam-cured concrete with a segment thickness of 250 mm.
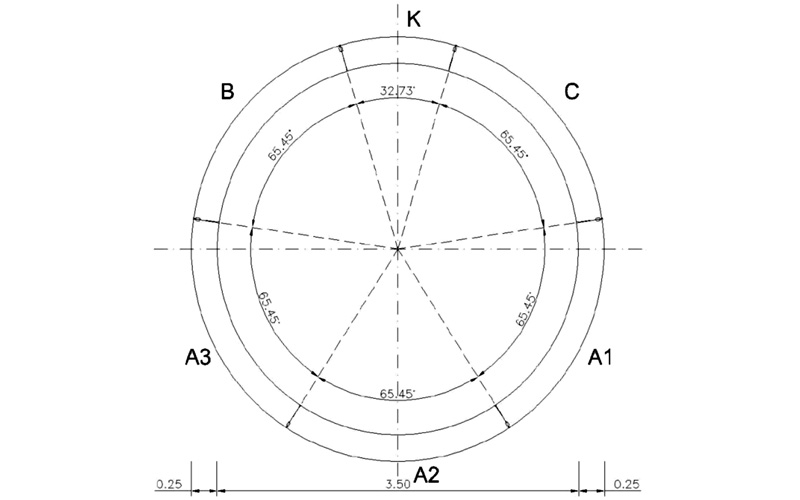

Segmental Lining Ring Layout Santoña-Laredo Water Tunnel
Precast Segment Design
Rather than using conventional steel reinforcement cages, the tunnel segments were reinforced with 5 kg/m³ of BarChip48 macro synthetic fibre. Small quantities of local steel bursting reinforcement were retained only in areas subjected to concentrated jacking forces during TBM installation.
Compared with the original design incorporating 95 kg of reinforcing steel, the BarChip solution eliminated approximately 83% of the steel reinforcement while maintaining the structural performance required for tunnel construction. Removing the rebar cage also simplified production by eliminating cage fabrication, installation, cover checks and much of the associated quality control.


Manufacturing Efficiency
One of the most significant outcomes of the project was the improvement in manufacturing efficiency.
Traditional precast tunnel segments require reinforcement cage fabrication, placement, quality inspections and handling before concrete can be placed. By replacing the rebar cage with BarChip macro synthetic fibre, these manufacturing steps were either eliminated or significantly reduced.
Production cycle times were reduced by almost 50%, allowing segments to be manufactured more efficiently with reduced labour requirements and simplifying quality control. The fibre reinforced segments also proved easier to demould, stack, transport and repair, further improving production efficiency throughout the precast operation.
Project cost data supplied by the contractor showed these manufacturing efficiencies contributed to an overall reduction in precast segment cost of approximately 40%.




Sustainability Impacts
Optimising the reinforcement design reduced conventional steel reinforcement from 95 kg/m³ to just 16 kg/m³, replacing most of the reinforcement cage with BarChip48 macro synthetic fibre while retaining localised steel reinforcement where required for concentrated TBM jacking loads.
Because steel reinforcement has a substantially higher embodied impact than macro synthetic fibre, reducing the quantity of steel also significantly reduced the sustainability impacts associated with manufacturing the reinforcement system.
Based on published Environmental Product Declarations (EPDs), the optimised reinforcement solution achieved:
- 76% reduction in embodied carbon
- 78% reduction in fresh water consumption
- 62% reduction in non-renewable energy demand
These values represent the sustainability impacts associated with manufacturing the reinforcement materials and demonstrate how optimising reinforcement design can significantly improve the sustainability performance of precast segmental tunnel linings.


Download Files
Segmental Lining Design using Macro Synthetic Fibre Reinforcement – FRC2018.
BarChip Santona-Laredo Project Reference.
Solving the Challenges of the Santoña-Laredo General Interceptor Collector – Proceeds of WTC2017